|
|
||||||||||||||||

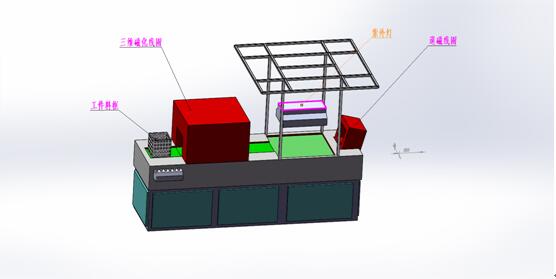
SCNDT-II型交叉线圈荧光磁粉检测线
 1.1.2设备数量: 1台。
1.1.2设备数量: 1台。
1.1.3设备用途:用于圆盘类工件表层及近表层裂纹的检测。
1.1.4 该项目为交钥匙工程(本设备安装时无需地基,地面平整即可)。
1.2 检测零件
本探伤机适应检测圆盘类工件,工件尺寸650*450mm(宽*高)
1.3检测能力
1.3.1 每次磁化 只
1.4 交货期
商务合同生效后60天
1.5贵方工厂条件
供电情况:380V、50Hz、约180A
二、该磁粉探伤机能满足的工艺要求
2.1采用荧光磁粉表层裂纹探伤的形式,磁化方式能发现工件表面缺陷。
2.2 只要正确、合理选择工艺参数,合理设定电流强度、通电时间、荧光照度等参数,即可保证探伤灵敏度要求;磁化采用三组线圈法,电流加载时,电流强度应从小到大,逐步增加,不烧伤工件;探伤对工件表面无任何损伤。
2.3本设备不锈钢链式输送。
2.4采用机外退磁方式,剩磁强度小于2高斯(0.2mT)
2.5本机可采用水基(或油基)磁悬液,可以保证探伤效果的同时满足安全防火要求。
2.6本探伤机配有550*550退磁线圈。
2.7本机设有磁化电流无级调节。
三、该探伤机能满足的要求
3.1概述
3.1.1满足的基本要求
3.1.1.1该探伤机为荧光磁粉探伤机,探伤机采用卧式一体型结构;主要包括工件输送装置、三维交叉磁化线圈、电流指示装置、磁悬液储存、搅拌、喷洒装置、退磁机构等。
3.1.1.2该探伤机具有很好的刚性,技术先进,运行可靠;整机设计制造符合JB/T8290-2011《磁粉探伤机》国家标准。
3.1.1.3 我厂磁粉探伤机具有的技术特点、结构、原理等成熟可靠。
3.1.1.4磁粉探伤机的电气、气动等元器件采用国内外著名品牌(上海人民电器、日本欧姆龙、台湾)。
3.1.1.5该探伤机还包括磁粉检测的必要附件配置:A型探伤试片、1KG荧光磁粉。
3.1.1.7该探伤机为全封闭形式,设有带锁的门板,便于维修及调整。
3.1.1.8 设机设机内自动退磁装置,工件可在探伤位置进行自动退磁。
3.1.1.9该机除手动上料、观察外,可按设定程序实现单机全自动。
3.1.1.10该探伤机关键零部件采用高绝缘强度环氧材料、尼龙材料,具有良好的绝缘性能良好及采用1Cr18Ni9Ti不锈钢制造床身、集液槽及储液箱等良好的防锈性能。
3.2 探伤机的主要参数
主要技术参数:
线圈一磁化磁势AC:0—12000AT连续可调,带断电相位控制。
线圈二磁化磁势AC:0—12000AT连续可调,带断电相位控制。
线圈三磁化磁势AC:0—12000AT连续可调,带断电相位控制。
三维磁化窗口尺寸:550*550mm。
磁化原理:三维交叉线圈感应法。
磁化方式:复合磁化。
使用环境:—10℃—+40℃,相对湿度≤80%。
贮存环境:温度—20℃—60℃,相对湿度≤70%。无腐蚀性气体粉尘和强力高频电磁污染。
紫外线强度:距工件380mm处紫外线强度不少于1000μW/cm2。
灵敏度测试:按中华人民共和国机械行业标准JB/T6065—92《磁粉探伤用标准试片》规定,以标准3号O型试片测试显示。确保工件的裂纹检测灵敏度。
电源:三相四线,380V±10%,50HZ,约180A。
工件输送:不锈钢链条输送带,减速机作动力输送。
退磁方式:专设退磁机构,远离式自动退磁。
退磁效果:退磁后工件上剩磁小于160A/m(2GS);
检查面:工件全部表面的裂纹等缺陷。
四、运行程序:
手动和自动二种。
自动程序为:
人工上料——输送—磁化一—喷洒——磁化——自动输送——观察——自动退磁——下料
4.3 主要结构:
4.3.1概述
该机为卧式机电分立型磁粉探伤机,主要由工件输送装置,多维磁化线圈,电源控制柜、磁悬液喷淋回收分流、退磁输送机构、暗室紫外线灯等部分组成,并以相应方式联于一体。
4.3.1主要结构详细说明
磁化电源控制采用国产冷轧纲板剪折焊接而成,控制面板及电流指示装置在柜前面上方,柜内竖立一块高绝缘性能环氧板制作的电气元件安装板,上面集中装有元器件及欧姆龙PLC机和我厂专门设计的触发电路控制板。
夹持装置上部装有交叉线圈和工件输送机构,下部为型钢焊接的床身骨架和钢板组成的床身。以1cr18Ni9Ti不锈钢板氩弧焊接的集液槽分界,床身内装有机械和电器元件组件。两只磁化主变压器,磁悬液储存、搅拦的储液箱。主变压器铁芯采用冷轧高矽矽钢片制作。主要原件采用国内先进的元件、安全、灵敏、可靠。
磁悬液、储液箱,采用不锈钢材料制作,容积为30 升,并具有过滤网和排液口,采用搅拌泵和压力泵,本机磁化工位设上下淋喷头,具有喷流面积大,搅拌均匀等优点,采取了防堵措施,解决了磁粉探伤机中磁悬液堵塞现象。
暗室紫外灯系统,采用铝合金暗室,满足安全防火要求,上方配置排风扇及紫外灯,挂在输送线末端的上方,紫外灯选用5根400mm长飞利蒲紫外灯管,在暗室内保证380mm工件表面紫外灯照度达1000μw/cm2 。
输送机构:采用摆线针轮减速机驱动链条链轮机构,输送线用不锈钢链条输送带。
该探伤机的设计制造原理建立在漏磁场基本理论上,将铁磁性工件置于外磁场中磁化,有工件中便建立一感应磁场,当工件表面存在缺陷且其方向与感应磁场方向成某一角度或垂直时,感应磁场的磁力线便不会连续而泄出工件表面形成漏磁场,在缺陷两侧形成磁件,磁粉散布于工件表面,工件上的磁不连续而形成磁极吸附磁粉、磁粉堆积形成磁痕,放大缺陷,磁痕显示缺陷的长度、方向、轮廓等一系列图像,从而显示缺陷所在。
磁化电源主电路采用可控硅无级调压电路,利用三相互成1200相位差的交流电源电源,实现低电压、大电流输出,对工件进行磁化,当选用复合磁化时,磁力线旋转,形成旋转磁场,可一次检查工件表面和近表面因渗碳碎火、表面碎失、研磨、疲劳而引起的磁痕及夹渣等细微缺陷。本机可对工件分别进行单路和复合磁化。
磁化电流分别可调,具有操作简便,噪音小,性能可靠的优点,交流带有断电相位控制功能,避免了交流漏检现象。
该机通过小型工业可编程序控制器(PLC)控制和实现一系列电器、气动及机械动作,实现了除上料观察外的工件输送、喷洒磁悬液、磁化、输送的自动程序控制。由于该机采用不锈钢制作集液槽和储液箱,既能适用于油机磁悬液,又可用水基磁悬液。
五、对产品技术规格标准要求的保证和承诺:
1、保证制造的荧光磁粉探伤机完全符合双方协商的各项技术要求,工艺要求。
2、在终验收时每一项指标合格率100%。
3、我方承诺商务合同生效后60个工作日交货。
4、对质量保证期的承诺
4.1探伤机保修期为最终验收双方签字之日起12个月,电气系统保修期为18个月,在保修期内,若因探伤机、夹具等故障造成业主停工,我方保证在2小时内响应贵方的维修要求,并于12小时内到达贵方现场。
4.2在探伤机保修期内,我方对探伤机及工装出现的各类故障及时免费维修服务,对非人为造成的各类零件损坏,及时免费更换,这些新投入使用的零(部)件,保修期重新计算。当发生重大故障时,在故障解决以后保修期内由双方协商决定。
六:主要配置
1、主要机械传动部件配置:
①旋转减速机:台湾独资苏州瓦凯传动设备有限公司
②不锈钢输送链:国产优质品牌
2、主要原器件采用进口产品
①按钮开关为德力西公司产品。
②PLC可编程控制器为日本欧姆龙公司产品。
③主变压器的锡钢片为日本进口。
④集成块等电子原器件均采用国内德力西等品牌系列产品。
⑤紫外灯管为荷兰PHILIPS产品。